-
লক্ষণীয় করা
Ra1.6 ব্রাস বুশিং হাতা
,CuSn7Pb15 ব্রাস বুশিং হাতা
,Ra1.6 0.05 মিমি মেটাল স্লিভ বুশিং
-
উপাদানCuSn7Pb15 ব্রাস
-
পৃষ্ঠ চিকিত্সাঅ্যানিলিং
-
মাত্রা(মিমি)
-
পৃষ্ঠের রুক্ষতাRa1.6
-
সহনশীলতা±0.05
-
প্রাচীর বেধ1.5(মিমি)
-
সনদপত্রISO9001:2008
-
সেবাকাস্টমাইজড OEM/ODM
-
উৎপত্তি স্থলচীন
-
ন্যূনতম চাহিদার পরিমাণ35,00,0 পিসি
-
মূল্যUSD
-
প্যাকেজিং বিবরণপলি ব্যাগ + প্যালেট সহ শক্ত কাগজ
-
ডেলিভারি সময়45 দিন
-
পরিশোধের শর্তটি/টি
-
যোগানের ক্ষমতাপ্রতি মাসে 400,00,00 পিসি
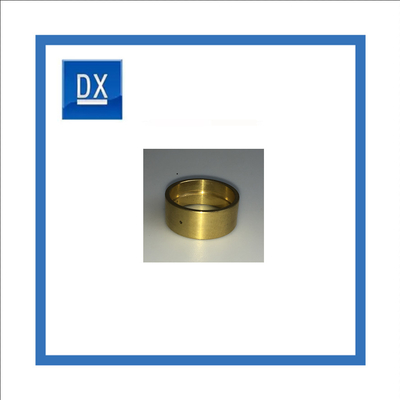
যান্ত্রিক সরঞ্জাম CuSn7Pb15 ব্রাস স্ট্রেস এনিলিং বুশিং স্লিভ উপশম করে
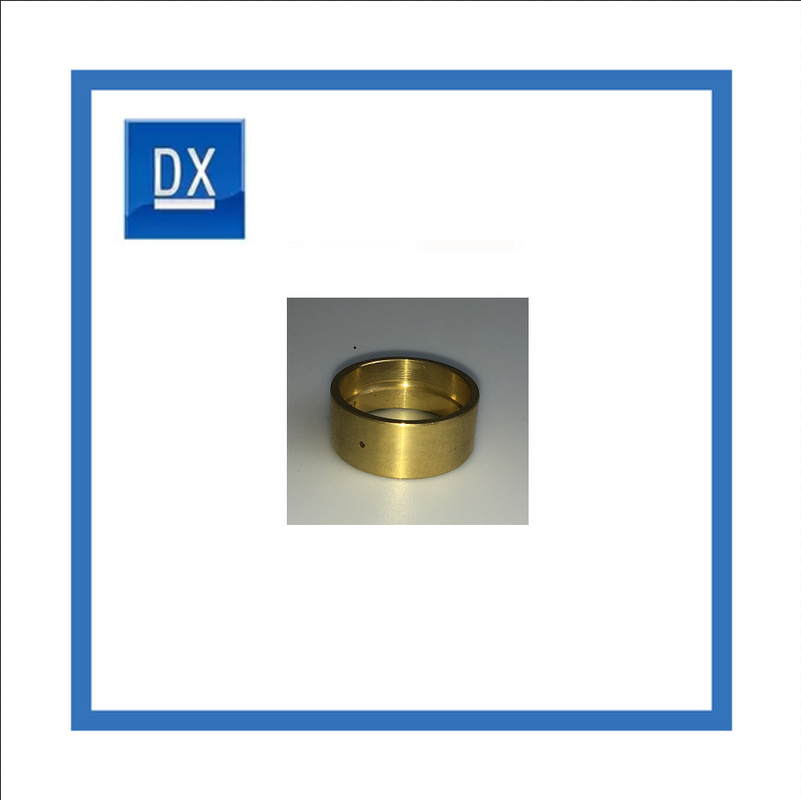
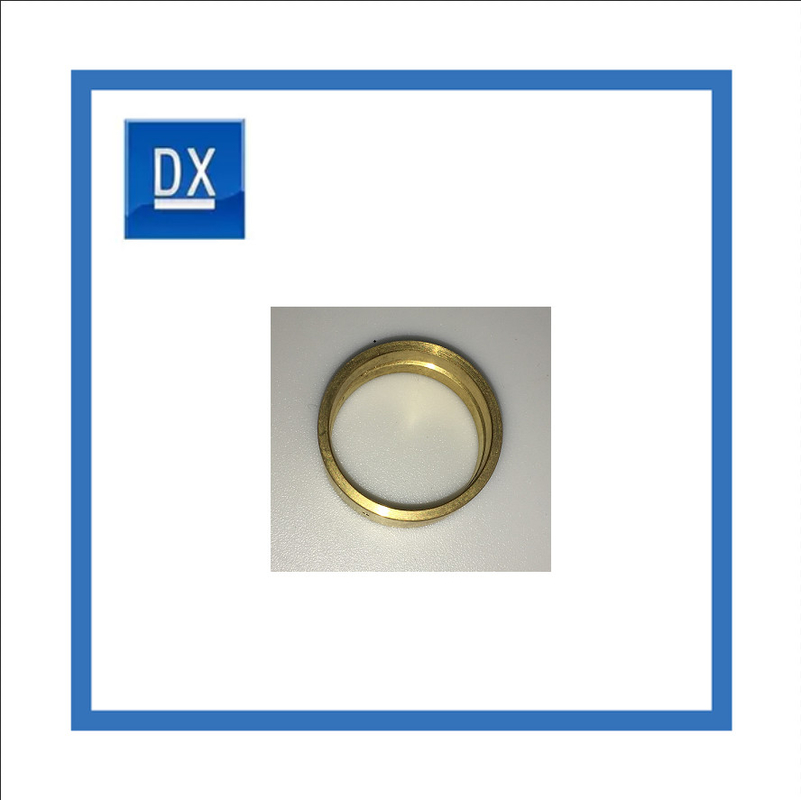
CuSn7Pb15 ব্রাস স্ট্রেস যান্ত্রিক সরঞ্জামের জন্য অ্যানিলিং বুশিং উপশম করে।
বর্ণনা
বুশিং হল একটি ম্যাচিং অংশ যা যান্ত্রিক যন্ত্রাংশের বাইরে ব্যবহার করা হয় সিলিং, পরিধান সুরক্ষা ইত্যাদির কাজগুলি অর্জন করতে। এটি রিং হাতাকে বোঝায় যা একটি গ্যাসকেট হিসাবে কাজ করে।ভালভ প্রয়োগের ক্ষেত্রে, বুশিং ভালভ কভারের ভিতরে থাকে এবং পলিটেট্রাফ্লুরোইথিলিন বা গ্রাফাইটের মতো জারা-প্রতিরোধী উপাদানগুলি সাধারণত সিল করার জন্য ব্যবহৃত হয়।
স্ট্রেস রিলিফ অ্যানিলিংয়ের সময়, ধাতুটি অভ্যন্তরীণ স্থানীয় প্লাস্টিকের বিকৃতির মধ্য দিয়ে যায় (যখন চাপ এই তাপমাত্রায় উপাদানের ফলনের শক্তিকে ছাড়িয়ে যায়) বা একটি স্থানীয় শিথিলকরণ প্রক্রিয়া (যখন চাপ এই তাপমাত্রায় উপাদানের ফলন শক্তির চেয়ে কম হয়)। একটি নির্দিষ্ট তাপমাত্রা।অবশিষ্ট স্ট্রেস নির্মূলের উদ্দেশ্য অর্জনের জন্য শিথিল করা হয়।
অ্যানিলিং হল একটি ধাতব তাপ চিকিত্সা প্রক্রিয়া, যা ধাতবটিকে একটি নির্দিষ্ট তাপমাত্রায় ধীরে ধীরে গরম করা, এটিকে পর্যাপ্ত সময়ের জন্য রাখা এবং তারপরে এটিকে উপযুক্ত গতিতে ঠান্ডা করা বোঝায়।স্ট্রেস-রিলিফ অ্যানিলিং হল ওয়ার্কপিসকে Ac1-এর নিচে উপযুক্ত তাপমাত্রায় গরম করা (500~600℃-এ নন-অ্যালয় স্টিলের জন্য), এবং ফার্নেস কুলিংয়ের তাপ সংরক্ষণের তাপ চিকিত্সা প্রক্রিয়াকে স্ট্রেস-রিলিফ অ্যানিলিং বলা হয়।
স্ট্রেস-রিলিফ হিটিং তাপমাত্রা কম, এবং অ্যানিলিং প্রক্রিয়া চলাকালীন কোনও সাংগঠনিক রূপান্তর নেই।এটি প্রধানত ফাঁকা অংশ এবং কাটা পরে অংশ জন্য উপযুক্ত।উদ্দেশ্য হ'ল ফাঁকা এবং অংশগুলিতে অবশিষ্ট চাপ দূর করা, ওয়ার্কপিসের আকার এবং আকৃতি স্থিতিশীল করা এবং ব্যবহারের সময় কাটা এবং বিকৃতি এবং ফাটল প্রবণতা হ্রাস করা।
| সিএনসি মেশিনিং | বর্ণনা |
| পণ্যের নাম | CuSn7Pb15 ব্রাস স্ট্রেস যান্ত্রিক সরঞ্জামের জন্য অ্যানিলিং বুশিং উপশম করে |
| উপাদান | CuSn7Pb15 ব্রাস |
| সারফেস ট্রিটমেন্ট | অ্যানিলিং |
| পৃষ্ঠের রুক্ষতা | Ra1.6 |
| সহনশীলতা | ±0.05 |
| টাইপ | ফাঁপা বুশিং |
| মোড়ক | পলি ব্যাগ + প্যালেট সহ শক্ত কাগজ |
| অঙ্কন বিন্যাস | DWG/DXF/IGS/STEP/XT এবং PDF |
| সনদপত্র | ISO-9001 |
| প্রসেসিং টেকনিক | সিএনসি মেশিনিং |
ফ্যাক্টরি ডিসপ্লে
![]()
![]()
প্যাকিং উপায়
![]()
![]()
প্যাকেজ
![]()
কলাই লাইন
![]()
তাপ চিকিত্সা
![]()
1প্রশ্ন: উদ্ধৃতিটির কোন তথ্য প্রয়োজন?
উত্তর: অনুগ্রহ করে।আপনার অঙ্কন এবং/অথবা নমুনা, পরিমাণ এবং প্যাকিং এর প্রয়োজনীয়তা অফার.
PDF, IGS, DWG, STEP, MAX-এ অঙ্কন আমাদের জন্য উপযুক্ত।
2 প্রশ্ন: নমুনা এবং পণ্যগুলির জন্য লিড টাইম কী?
উত্তর: নমুনার জন্য লিড টাইম: 30-70 দিন অংশের গঠন এবং তাপ চিকিত্সা, মেশিনিং, পৃষ্ঠের অন্যান্য প্রয়োজনীয়তার উপর নির্ভর করে
চিকিত্সা এবং তাই।
ভর উত্পাদন লিড সময়: 35-70 দিন পণ্যের বৈশিষ্ট্য এবং পরিমাণের উপর নির্ভর করে।
3 প্রশ্ন: অর্থপ্রদানের প্রয়োজনীয়তা কী?
টুলিং খরচ: 50% আমানত, 50% নমুনা পাস করার পরে।
অর্ডারের জন্য অর্থপ্রদান: 50% আমানত, 50% চালানের আগে পরিশোধ করতে হবে।
আমাদের পরিষেবাগুলি সমস্ত শিল্পকে কভার করে এবং বিশ্বের সমস্ত অঞ্চলে পৌঁছে।